Tapping herdet stål Beste karbidkraner for herdet stål M, UNC,BSP tappekraner
- Beskrivelse
Form- og formindustrien må ofte tappe herdede materialer, som krever spesifikke kraner for å håndtere stål med høy hardhet.
OPT hårdmetallmaskinkran og karbidhåndtappsett er designet for å tappe herdet stål og ekstremt høyhardhetsstål opp til 63 HRC.
ISO-standard, JIS-standard, DIN-standard karbidkran er alle tilgjengelige og kan tilpasses med kort leveringstid.
OPT har vært forpliktet til gjengemaskinering i en rekke bransjer, i henhold til kundeapplikasjonsmatchende maskineringsløsninger, leverer vi også førsteklasses hardmetallbor og rømmer for maskinering av herdet stål.
Velkommen til å kontakte oss for å diskutere ditt prosjekt.
- Typisk bruk
Verktøymaterialeskinne: Med tanke på slitestyrke og slagfasthet, brukes ultrafine wolframkarbidmaterialer med rimelig hardhet og seighet for å sikre holdbarheten til karbidkraner
Geometri: For å øke stivheten og forhindre kantbrudd, er spesielle skråvinkler designet
Faslengde: Med tanke på stabilitet og verktøylevetid er lengden på kuttet i avfasing vanligvis 4-5 tenner
Maskin: Foreslå å bruke en maskin med lav vibrasjon og muligheten til å velge en rimelig matehastighet for å oppnå stabil banking
Nederste hull: Bor bunnhullet så stort som mulig innenfor gjengetoleranse fordi det bidrar til å redusere momentbelastningen og tappingen blir lengre levetid.
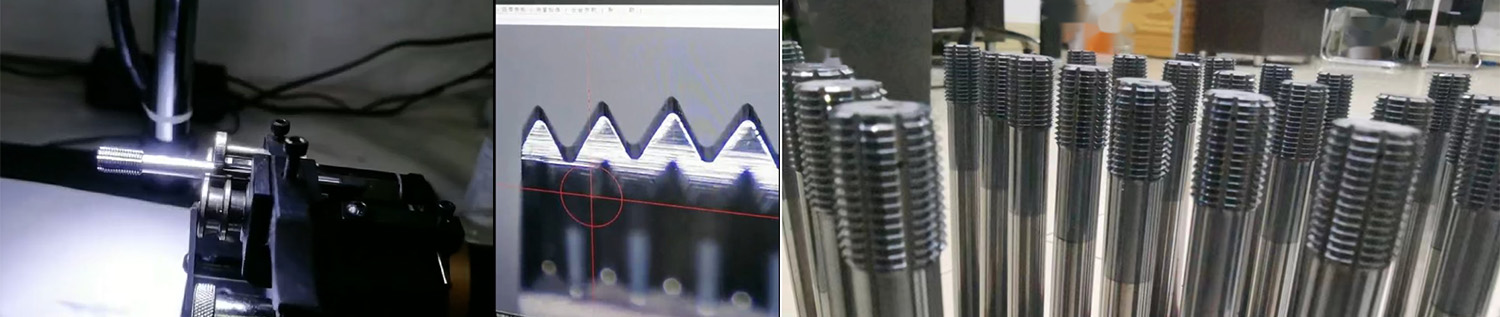
Inspeksjon og visning
Før du bestiller, vennligst kommuniser med vår forhåndssalgs kundeservice:
1. Arbeidsstykkemateriale
2. Om produktet er overflatebehandlet etter bearbeiding
3. Nøyaktighetskrav, størrelse på go gauge og no go gauge.