





Hårdmetall trinnbor for rustfritt stål og aluminium

Produktapplikasjon
Utmerket vedheft mellom belegg og underlag sikrer bearbeidingsstabilitet og forlenger verktøyets levetid
Glatt beleggsoverflate reduserer skjæremotstanden og forbedrer verktøyets slitestyrke
Passer for: Stål, rustfritt stål, aluminium, støpejern og høyhardt stål, mye brukt i romfart, bilproduksjon, mobiltelefonproduksjon, chipemballasje og andre industrier.
Produktfordeler
OPT er annerledes: en pioner innen teknologi og innovasjon i mer enn 25 år.
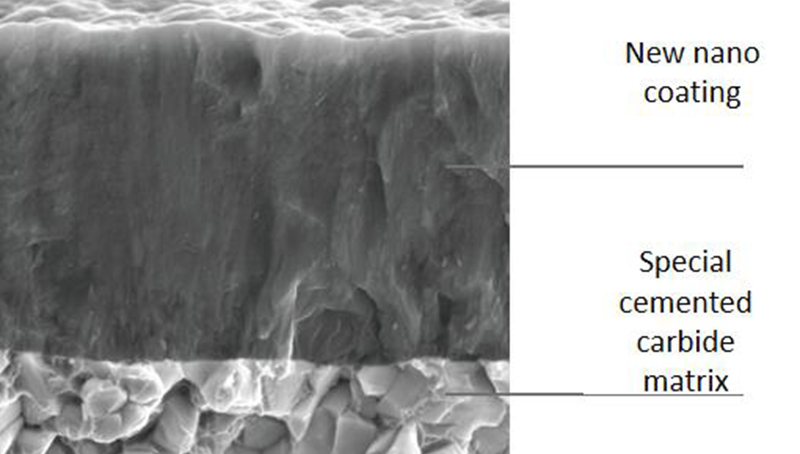
Belegget som brukes av OPT er 40 % sterkere enn det ordinære belegget.
Ny "nanostruktur" beleggteknologi er tatt i bruk, og beleggstrukturen er kompakt.
Utmerket vedheft mellom belegg og underlag sikrer bearbeidingsstabilitet og forlenger verktøyets levetid.
Glatt beleggsoverflate reduserer skjæremotstanden og forbedrer verktøyets slitestyrke.


Anvendelsen av våre skjæreverktøy i klokkeindustrien
Våre bor er spesialdesignet for å absorbere sterke støt.
Tallene taler for seg selv.Når de ble testet under de samme forholdene, overlevde delene våre fra andre selskaper med mer enn 30 %.
1. Spissen på karbidbiten er lett å knekke
2.Spissen er boret med en forsterket wolframstålbor
Du kan bruke spesialutviklede applikasjonsverktøy som brukes av utdannede fagfolk
Teknologi forteller produksjonsteknikerne dine.Du kan også fortelle oss dine behov, vårt selskap for å gi deg et komplett sett med løsninger


Tilpasning en rekke spesifikasjoner
I henhold til kundenes forskjellige behandlingsforhold, tilpassede karbidbits eller pulvermetallurgi høyhastighetsstålbits
Shank quare størrelse i henhold til kundens krav for å møte forskjellige armaturer.
Full dekning, fokus på design
I henhold til de forskjellige prosessmaterialene kan vi designe forskjellige boreprodukter!Dette vil gi kundene høyere effektivitet og lavere produksjonskostnader!


Utmerket rillehåndtering
Høypresisjonsbehandlingsmetoden brukes til å behandle finishen til sporet og jernrennen, noe som reduserer skjæremotstanden til legeringsbiten og kan tømme jernrennen raskere, og dermed redusere varmen til verktøyet og forbedre levetiden til borkronen
Håndtering av borepunkter
Utmerket spissdetaljbehandling, kan øke styrken til borespissen, redusere kanten på karbidbiten, øke levetiden til wolframstålbiten, forbedre produksjonseffektiviteten til fabrikken.

Hovedfunksjoner og fordeler
Vi tilbyr one-stop service;
Vi kan OEM og ODM behandling for kunder;
Kan gi teknisk rådgivning
Levere løsninger for verktøyproduksjon
Bekymringsfri livstidsgaranti
Hvis hard legering verktøy trenger sliping, kan du også finne oss til sliping, samtidig for våre verktøy vil gi etter-salg service, det er verktøy problemer eller produksjonsproblemer, vil vi være 24 timers service og løse!

Vi er en profesjonell spesialtilpasset kutterprodusent
Wolframkarbid bor PRODUKSJONSPROSESS


Trinn 1: Bruk kvalitetsråvarer
Trinn 2: Profilsliping

Trinn 3: Spalt og slip verktøyet i henhold til tegningen

Trinn 4: Finfin tråden

Trinn 5: Belegg

Trinn 6: Inspeksjon
Vi har 80 sett med ulike slipesentre, som kan møte kundens leveringssyklus raskere

Vårt produksjonsverksted produksjonsutstyr sliping wolframstål CNC-slipemaskin, kranslipemaskin, CNC-slipemaskinsliper og freser, selvfølgelig, det er en rekke profesjonelle design- og produksjonspersonell




| Bits diameter område d1(m7) | Boredybdeforhold (1/d) | Kjølemodus | Skaftform | Bestillingsmodell | Grunnmål (mm) | bemerkninger | ||||
| Shank diameter | Total lengde | Spor lengde | Anbefalt boredybde | belegg | ||||||
| d2(h6) | 11 | 12 | 13 | |||||||
| 2~2,5 | 3 | Ekstern kjøling | Rett skaft | d113*d2*11*3D | 3 | 58 | 13 | 9 | ||
| 5 | Ekstern kjøling | Rett skaft | d1*13*d2*l1*5D | 3 | 58 | 18 | 14 | |||
| 2,55~2,95 | 3 | Ekstern kjøling | Rett skaft | d113*d2*11*3D | 4 | 58 | 13 | 9 | ||
| 5 | Ekstern kjøling | Rett skaft | d1*13*d2*11*5D | 4 | 58 | 18 | 14 | |||
| 3~3,5 | 3 | Ekstern kjøling | Rett skaft | d1*13*d2*11*3D | 4 | 62 | 20 | 14 | ||
| 5 | Ekstern kjøling | Rett skaft | d1*13*d2*11*5D | 4 | 66 | 28 | 23 | |||
| 3,6~4 | 3 | Ekstern kjøling | Rett skaft | d1*13*d2*11*3D | 4 | 58 | 20 | 14 | ||
| 5 | Ekstern kjøling | Rett skaft | d113*d2*11*5D | 4 | 66 | 28 | 23 | |||
| 8 | Innvendig kjøling | Rett skaft | d1*13*d2*l1*8D | 4 | 72 | 34 | 29 | |||
| 4~4,9 | 3 | Ekstern kjøling | Rett skaft | d113*d2*11*3D | 5 | 66 | 24 | 17 | ||
| 5 | Ekstern kjøling | Rett skaft | d1*3*d2*11*5D | 5 | 74 | 34 | 26 | |||
| 8 | Innvendig kjøling | Rett skaft | d113*d2*11*8D-C | 6 | 95 | 57 | 46 | |||
| 5~6,0 | 3 | Ekstern kjøling | Rett skaft | d1*13*d2*11*3D | 6 | 66 | 28 | 20 | ||
| 5 | Ekstern kjøling | Rett skaft | d1*13*d2*11*5D | 6 | 82 | 42 | 32 | |||
| 8 | Innvendig kjøling | Rett skaft | d1*13*d2*I1*8D-C | 6 | 95 | 57 | 47 | |||
Gjeldende tabell over bearbeidede materialer
| Antall | Bearbeidede materialer | |||||||||
| Blødt stål HB≤ 180 | Karbon og legering stål | Forherdet stål, herdet stål | rustfritt stål | støpejern | Duktilt jern | aluminiumslegering | varme- gjøre motstand alle | |||
| ~40HRC | ~50HRC | ~60HRC | ||||||||
Merknader:
1.Hvis 3 eller 5 ganger borkronen trenger intern kjøling, vennligst noter det når du bestiller, etterfulgt av C;
2. Håndtaket er rett som standard. Hvis du trenger andre håndtaksstandarder, vennligst se våre håndtaksmaterialer eller tegninger for bekreftelse;3. Standard toppvinkel er 140 grader.Hvis det kreves andre vinkler, merk eller referer til tegningen;
4.Hvis bestillingsparametrene ikke stemmer overens med selskapets, kan du informere kundeservicepersonell, og vi vil være entusiastiske for å gi deg tegninger for bekreftelse;
5. Kutteren er ikke belagt som standard.Hvis belegg er nødvendig, vennligst informer dine krav eller bearbeidede materialer.





